| Damping Mechanisms in Stainless Material |
 |
User name: Tadanobu Komai
Company name: TK Techno Consulting
Facility: High Voltage Electron Microscope Facility, Ecotopia Science Institute, Nagoya University
Date: 1 May 2008 - 30 July 2008
Research purpose and content:
This research aims to explain the damping mechanisms of HIDAS alloy (high-manganese stainless steel) and austenitic stainless steel by comparison through EM observations.
Result overview:
In order to elucidate the damping mechanisms of the newly developed stainless material (HIDAS), its martensitic structure was compared with the conventional product (austenitic stainless steel SUS304) using the transmission electron microscope. The difference in damping performance in HIDAS and SUS304 was due to the variation in their strain-induced martensitic structure. During the γ→ε→α’ phase transformation induced by cold working, most of SUS304 was at α’ phase while HIDAS stayed at εphase. This is perhaps caused by the varying influence of the Mn and Ni constituents to the stacking fault energy. |
|
 |
|
The particulars below were discussed in order to find out the damping mechanisms of HIDAS alloy using Nagoya University's high performance electron microscopes.
(1) Comparison of HIDAS alloy (Mn type) and SUS304 (Ni type) with the damping abilities of austenitic stainless material.。
(2) The most appropriate processing method (finishing cold working) of HIDAS alloy as material for suspension. |
|
 |
|
| Table 1. Sample details |
| No. |
Name |
Content |
Hardness(Hv) |
Damping quality as HDD suspension*** |
| Sample1 |
SUS304 |
Conventional material |
350* |
Standard |
| Sample2 |
HIDAS1 |
1100μm processed with chemical polishing (50% finishing process rate) |
400* |
Confirmed 20〜30% improvement in damping compared to conventional material |
| Sample3 |
HIDAS2 |
30μm (40% finishing process rate) |
350* |
Same as conventional material |
| Sample4 |
HIDAS3 |
30μm (50% finishing process rate) |
420** |
Not evaluated |
| Sample5 |
HIDAS4 |
50μm (heat treatment) |
200** |
Not evaluated |
|
|
*:Measured by NHK Spring Company Limited
**:Measured by Tokai Techno Research (processing firm)
***:Evaluations by NHK Spring Company Limited |
|
 |
|
(1)Sample preparation
All samples were processed with the FIB (acclerating voltage 30kV, finishing accelerating voltage 20kV). Sample 1 was thinned to 0.2μm, and Samples 1〜5 were thinned to 0.18μm.
(2)Observations and conditions
Samples were observed from bright-field images, dark-field images and electron diffraction data obtained from the TEM (accelerating voltage 200kV). |
|
 |
|
Measurements are shown on the images below.
These proved that:
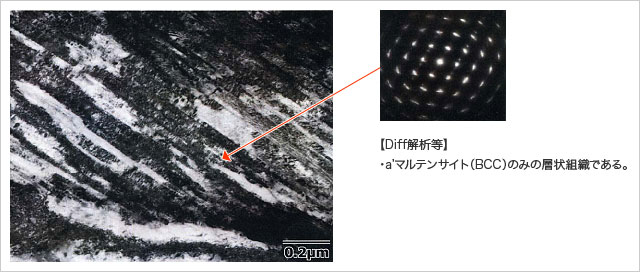
1) Sample 1 (SUS304) was mostly strain-induced α'-martensitic (BCC).
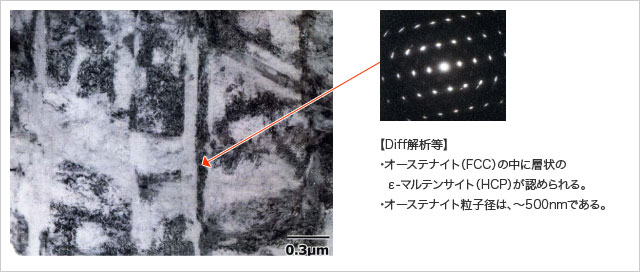
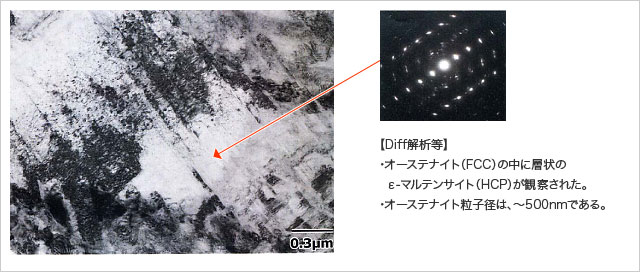
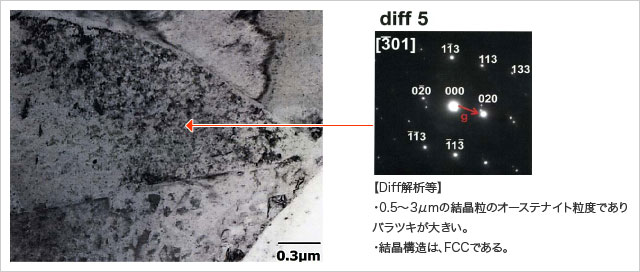
2) In Samples 2〜4 (HIDAS 1〜3), strain-induced ε-martensite (HCP) was observed in relatively fine and equal austenite grains of 500nm size level.
3) The matrix in Samples 2〜5 were in FCC structure.
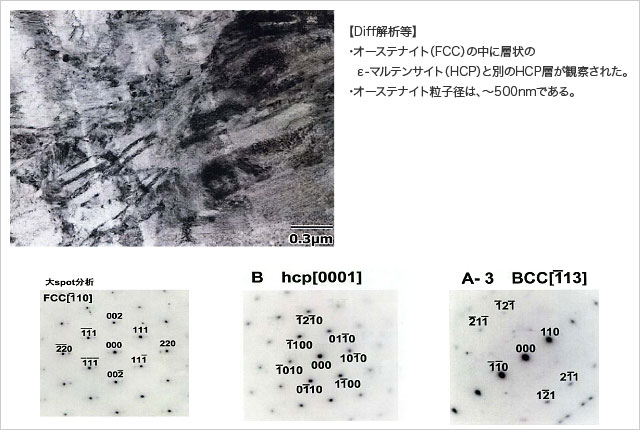
4) In Sample 4, although not clearly seen in the outside of ε-martensite (HCP), a different HCP structured phase was observed. |
|
 |
|
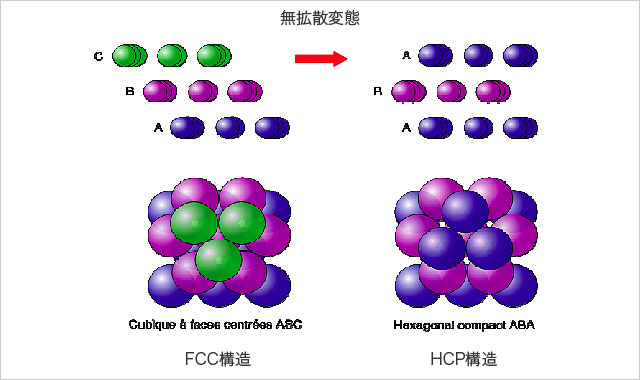
1) Comparing HIDAS and SUS304, their strain-induced martensite varied in structure, which supposedly had an impact in their damping mechanisms. It was the γ→ε→α' or γ→α' transformation implemented by cold working that caused the difference. While most of SUS304 reached α'-martensite, most of HIDAS stayed at ε-martensite. This is most likely due to the dissimilar influence of Ni and Mn to stacking fault energy (SFE). Incidentally, SFE is given by the following equation, which makes HIDAS:〜10(mJ/m2)and SUS304:〜45(mJ/m2). This calculation shows that HIDAS martensitizes more easily (See Image 6).
SFE(mJ/m2)=25.7+2(Ni)+410(C)-0.9(Cr)-77(N)-13(Si)-1.2(Mn),
Pickering F.B., Proc.Conf.Stainless Steel84 Gothenburg, Sep. (1984) pp.2-28
2) Looking at the difference in manufacturing history between Sample 2 and Sample 4, the cold working rate is both 50% but the final thinness varied with 100μm and 30μm respectively. Therefore, the course of processing during cold working is definitely different. This dissimilarity could have affected the crystalline structure of the finishing foil.
3) Analysis on the manufacturing techonology and crystallography of Sample 4 is significant. |
|
 |
|
1) It is important to crystallographically investigate processing conditions in Sample 4.
2) Foil spring made of HIDAS alloy will continue to be used as material for coil springs.
3) The martensite in HIDAS is due to its discontinuation at the ε phase. The effects of Mn and Ni constituents to the stacking fault energy is believed to have caused this. Further research is necessary. |
|
【Image 1】
Sample 1 (conventional material)
【TEM】 |
 |
|
【Image 2】
Sample 2 (HIDAS1) Finishing cold working rate: 50%, electrolytic etching at 100μm » 30μm.
【TEM】 |
 |
|
【Image 3】
Sample 3 (HIDAS2) Finishing cold working rate: 40%, 30μm
【TEM】 |
 |
|
【Image 4】
Sample 4 (HIDAS3) Finishing cold working rate: 50%, 30μm
【TEM】 |
 |
|
【Image 5】
Sample 5 (HIDAS4) 50μm, heat treatment
【TEM】 |
 |
|
【Image 6】
Phase transformation from Austenite (FCC) to ε-martensite (HCP) |
 |
|
| Comparison of γ→ε、α' Changeablity in HIDAS and SUS304 |
| Index |
HIDAS |
SUS304 |
| 1 |
Stacking fault energy (mJ/m2)* |
〜10 |
〜45 |
| 2 |
Md30 (℃)** |
〜120 |
〜54
|
| 3 |
Ms poit (℃)*** |
? |
〜3 |
|
|
*:SFE(mJ/m2)=25.7+2(Ni)+410(C)-0.9(Cr)-77(N)-13(Si)-1.2(Mn)
**:Md30(℃)=497-462(C+N)-9.2(Si)-8.1(Mn)-13.7(Cr)-20(Ni+Cu)-18.5(Mo)
(Md30 (℃):Temperature when 50% of single phase austenite, being given 30% tensile strain, is transformed to martensite)
***:Ms(℃)=550-350(C)-40(Mn)-35(V)-20(Cr)-17(Ni)-10(Cu)-10(Mo)-5(W)+15(Co)+30(Al)
(Not applicable to high-manganese stainless steel?) |
|
 |
|
| Presented at the 2007 ISIJ Autumn Conference |
|
 |
|
 |
※ Install Adobe Reader to view and print PDF files. |
|
